

中文
搜索
中文
搜索

新闻中心
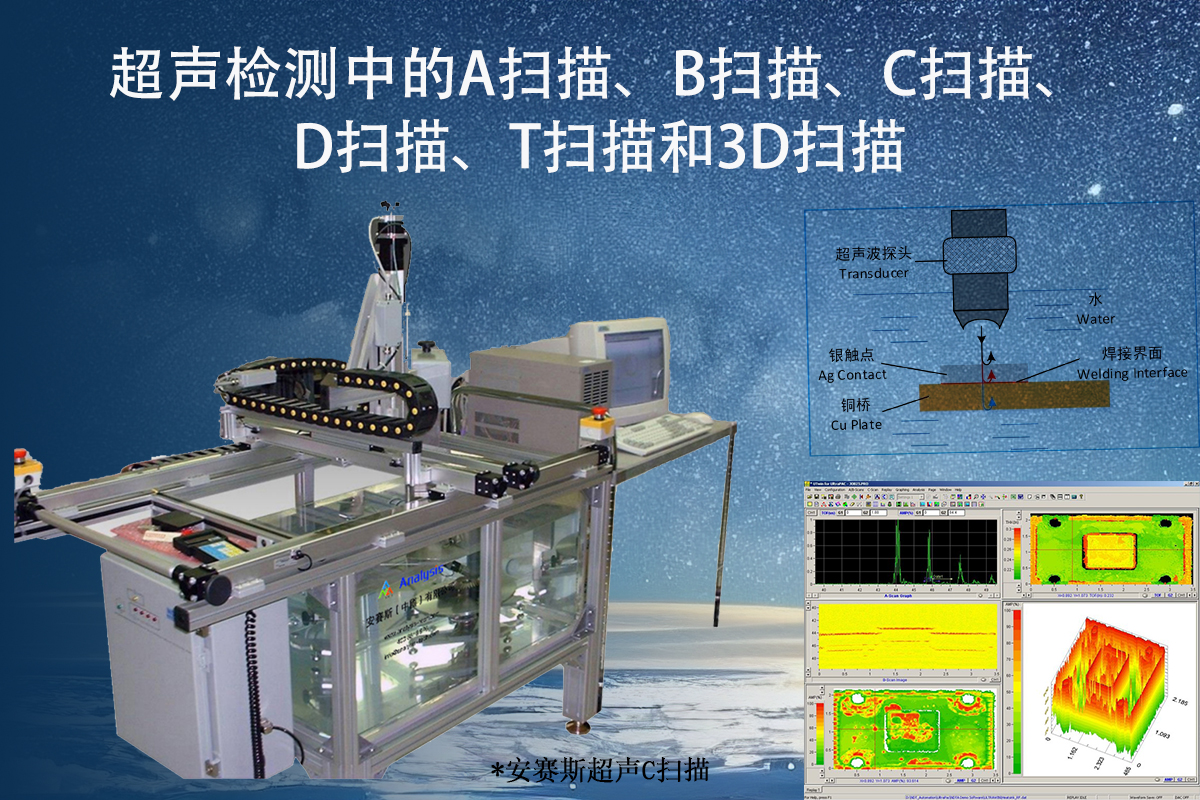
超声检测中的A扫描、B扫描、C扫描、D扫描、T扫描和3D扫描
在超声检测中,A、B、C、D、T 及 3D 扫描是从 1 维到 3 维逐步升级的核心成像模式,通过不同维度的信号处理,将超声回波转化为直观图像,满足从基础筛查到精细评估的不同检测需求。
一、A 扫描(A-Scan):1 维基础波形

1. 原理示意
想象一束超声波垂直射入工件(如钢板),遇到缺陷或底面会反射。A 扫描像 “声波记录仪”,只跟踪这一束波的往返过程。
2. 数据采集
3. 典型图像
二、B 扫描(B-Scan):2 维纵向截面

1. 原理示意
把 A 扫描的 “1 条线” 扩展为 “1 个面”。B 扫描像 “切片机”,沿工件长度方向(如焊缝的长度方向)切出一个 “纵向截面”,展示内部结构的深度变化。
2. 数据采集
3. 典型图像
三、C 扫描(C-Scan):2 维水平平面

1. 原理示意
B 扫描看 “纵向切片”,C 扫描则看 “水平切片”。想象在工件内部某一深度(如中间层)“切一刀”,C 扫描展示这一刀面上的缺陷分布,类似 “俯视图”。
2. 数据采集
3. 典型图像
四、D 扫描(D-Scan):2.5 维动态联动
1. 原理示意
D 扫描是 B 扫描与 C 扫描的 “联动屏”:左边显示 C 扫描的平面分布图,右边显示 B 扫描的截面图,点击 C 扫描上的某个缺陷,右边会自动跳转到该缺陷对应的纵向截面,实现 “平面找缺陷,截面看形态” 的联动。
2. 数据采集
3. 典型图像
五、T 扫描(Time-of-Flight Scan):飞行时间分析
1. 原理示意
T 扫描的核心是 “计时”:超声波从发射到接收的时间(飞行时间)与传播距离成正比(距离 = 声速 × 时间 / 2)。通过测量不同位置的飞行时间,可反推厚度变化或定位缺陷(缺陷会让声波绕射,飞行时间变长)。
2. 数据采集
3. 典型图像
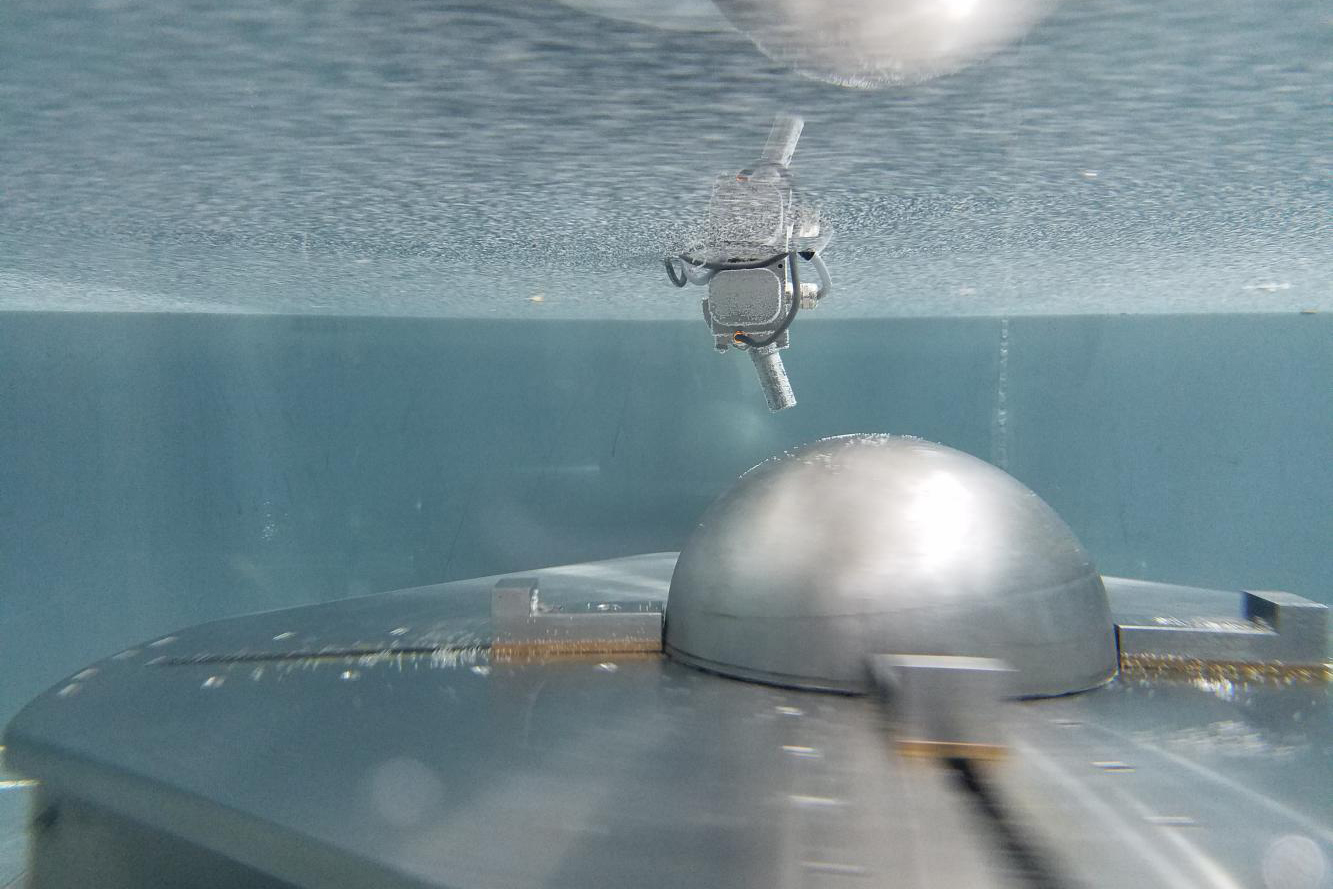
六、3D 扫描(3D-Scan):3 维立体成像
1. 原理示意
3D 扫描是 “无数个 B/C 扫描的叠加”:通过密集采集工件不同位置、不同深度的 2 维数据,用计算机算法将这些 “切片” 堆叠、重建,形成可旋转、可剖切的立体模型,类似医学 CT 的 3D 重建。
2. 数据采集
3. 典型图像
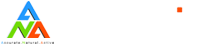
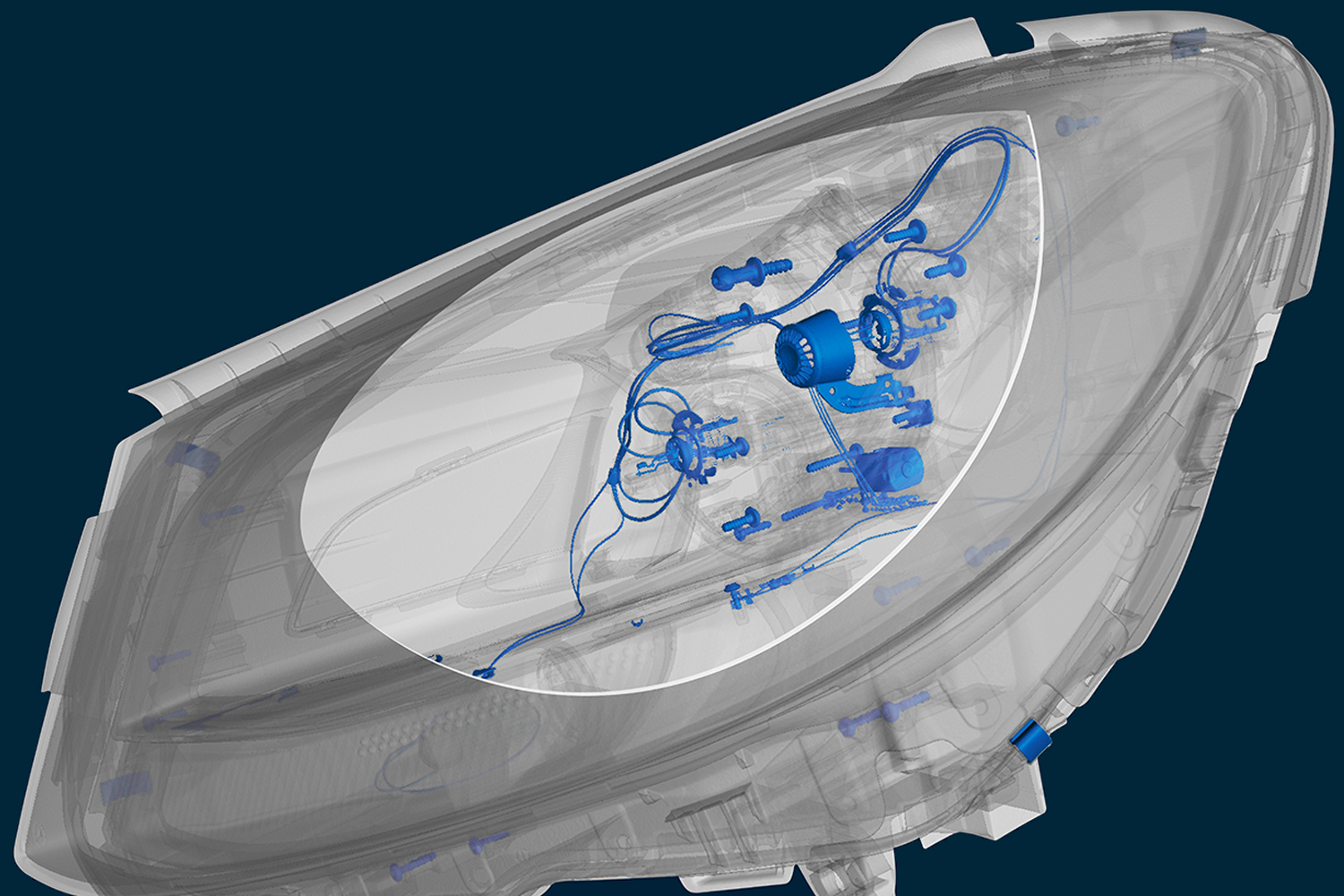
安赛斯水浸超声C扫描系统,是源自美国的优秀超声波检测系统,采用UTwin超声扫描和分析软件,将超声A-扫描探伤及现代C-扫描图像处理于一体,即A-、B-、C-扫描同步处理;具有超声信号采集与信号处理,图像处理一体化。
服务热线: 400 8816 976
北京市海淀区东北旺西路58号尚科办公中心一层B117
B117, 1st Floor, Shangke, No.58 Road, Haidian District,Beijing, China.






Copyright 2025 安賽斯(中国)有限公司 京ICP备12040094号-6


