

中文
搜索
中文
搜索

新闻中心
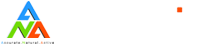
超声C扫描检测与X射线成像检测有什么不一样?

超声 C 扫描检测是通过声波生成二维断层图像,X 射线成像检测是通过射线穿透生成二维投影图像,二者在缺陷呈现方式和适用类型上差异显著。
一、核心技术与成像方式区别
两种检测的核心差异体现在 “如何获取图像” 和 “图像呈现的信息” 上,直接决定了它们能检测的缺陷类型。
|
检测方式 |
核心技术 |
成像特点 |
图像信息 |
|
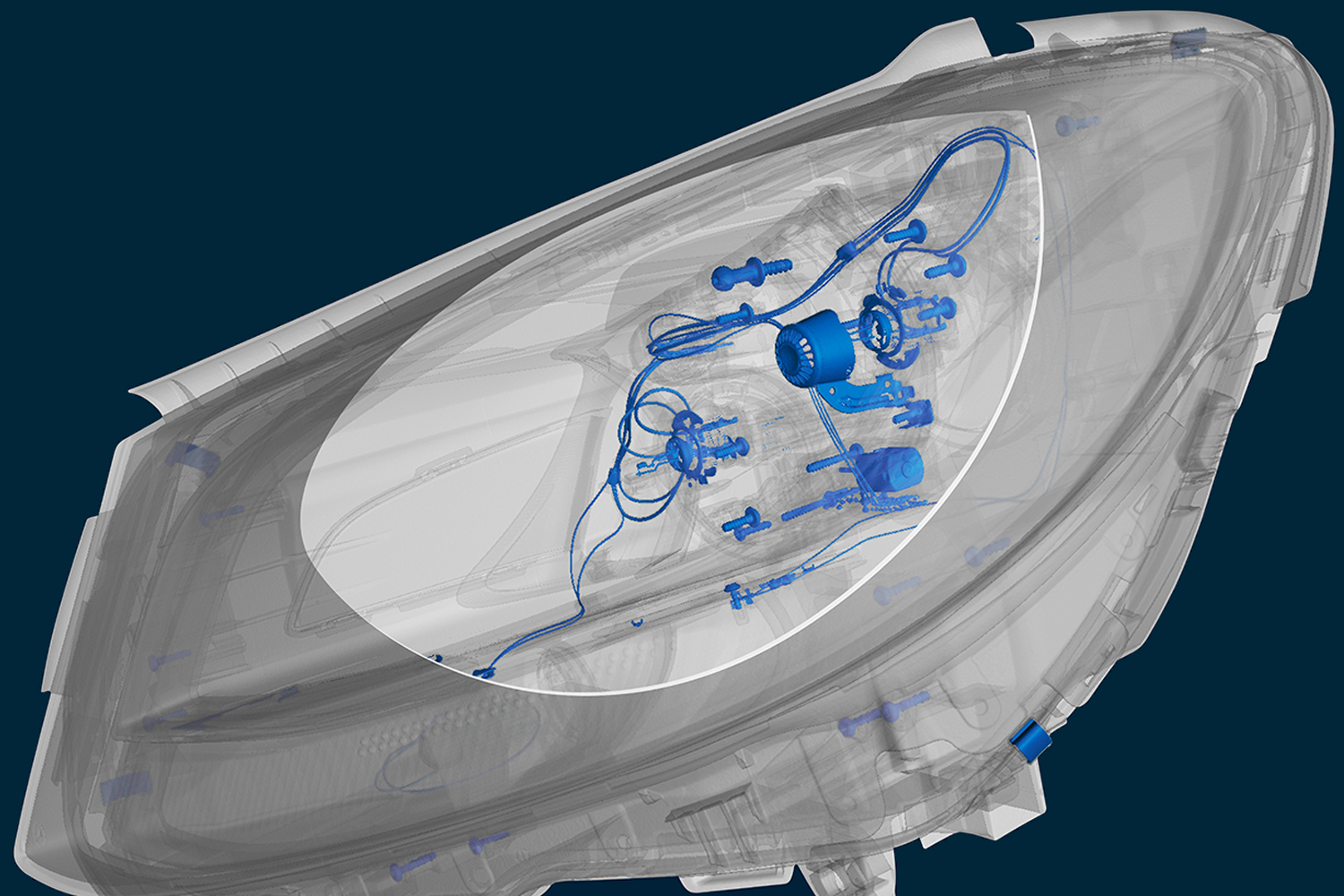
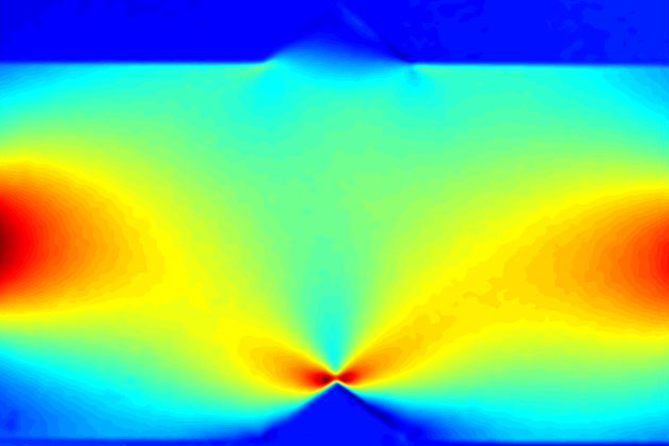
超声 C 扫描检测 |
高频声波 + 二维扫描(探头沿工件表面移动) |
生成断层切片图像(类似 CT 的某一层),可显示特定深度的缺陷分布。 |
能明确缺陷的平面位置、形状、大小,部分设备可估算缺陷深度。 |
|
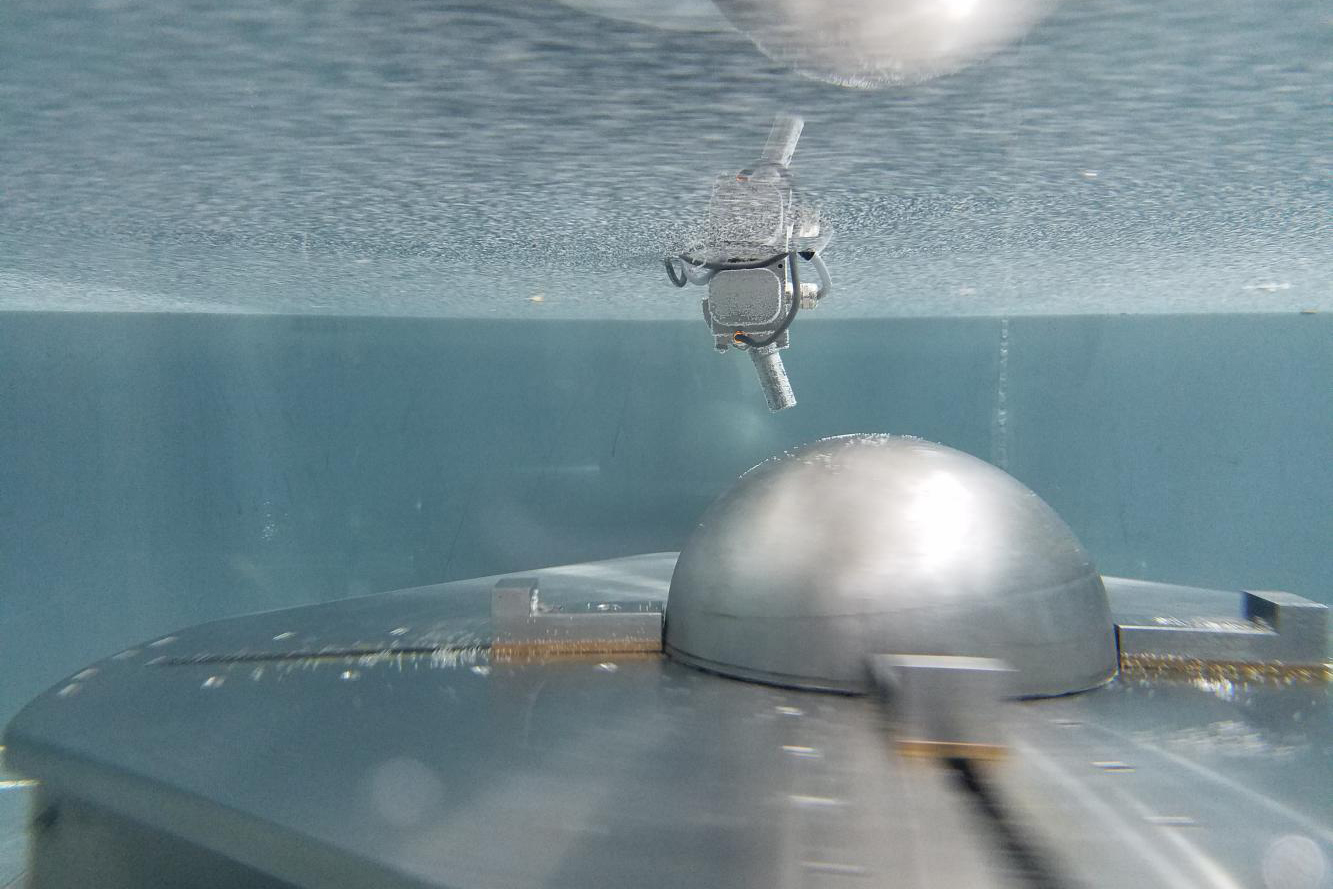
X 射线成像检测 |
X 射线穿透 + 探测器接收(如数字平板、胶片) |
生成整体投影图像(类似 X 光片),将工件内部所有结构叠加在同一平面显示。 |
能直观看到缺陷的二维投影形态,可判断缺陷的大致位置和大小,但深度信息不直观。 |
二、适用缺陷类型对比
缺陷的 “形态” 和 “方向” 是选择两种技术的关键,它们各有明确的优势检测场景。
1. 超声 C 扫描检测
更适合检测与 “深度” 和 “平面形态” 相关的缺陷,尤其擅长识别平面型缺陷。
1. 平面型缺陷:如分层、裂纹(尤其是与检测面平行或小角度的裂纹)、未熔合。这类缺陷对声波反射强烈,在 C 扫描图像上能清晰显示边界。
2. 体积型缺陷的深度定位:如气孔、夹渣,可通过 C 扫描确定其在工件内的具体深度层,避免不同深度缺陷的图像叠加干扰。

2. X 射线成像检测
更适合检测 “体积型” 缺陷,或需要直观看到缺陷整体形态的场景。
1. 体积型缺陷:如铸件中的气孔、缩孔、夹渣,焊接件中的焊瘤、未焊透。这类缺陷会导致局部射线衰减差异大,在投影图像上呈现明显的明暗对比。
2. 结构复杂件的内部形态检查:如机械零件的内部空腔、管路走向,可通过投影快速判断是否存在结构异常。

三、典型应用场景总结


超声检测与X射线检测在设备原理和图像呈现上均有区别,需要了解更多应用细节,请联系安赛斯工作人员,400 8816 976
服务热线: 400 8816 976
北京市海淀区东北旺西路58号尚科办公中心一层B117
B117, 1st Floor, Shangke, No.58 Road, Haidian District,Beijing, China.






Copyright 2025 安賽斯(中国)有限公司 京ICP备12040094号-6


