

中文
搜索
中文
搜索

解决方案
旋涂工艺参数对薄膜质量的影响
前言
旋涂是一种用于将薄膜涂覆到基板上的工艺,通常涉及在基板中心沉积一小滩流体材料并高速旋转。薄膜的最终厚度取决于流体的特性和旋转过程参数。旋转过程的速度和加速度会极大地影响涂层膜的均匀性和厚度,而排烟对于确定涂层膜性能也至关重要。该过程的可重复性很重要,因为过程中的微小变化会导致涂层薄膜发生剧烈变化。
旋涂概述
旋涂作为薄膜应用方法已有几十年的历史。典型的工艺包括将一小滩流体材料沉积到基板中心,然后高速旋转基板。向心加速度将导致树脂在基材上扩散,留下一层薄薄的材料膜。最终薄膜厚度将取决于流体材料特性(粘度、干燥速率、固体百分比、表面张力等)和旋转工艺参数(转速、加速度和烟雾排气)。旋涂中最重要的因素之一是可重复性,因为定义旋涂工艺的参数的细微变化可能会导致涂覆膜发生剧烈变化。

旋涂工艺说明
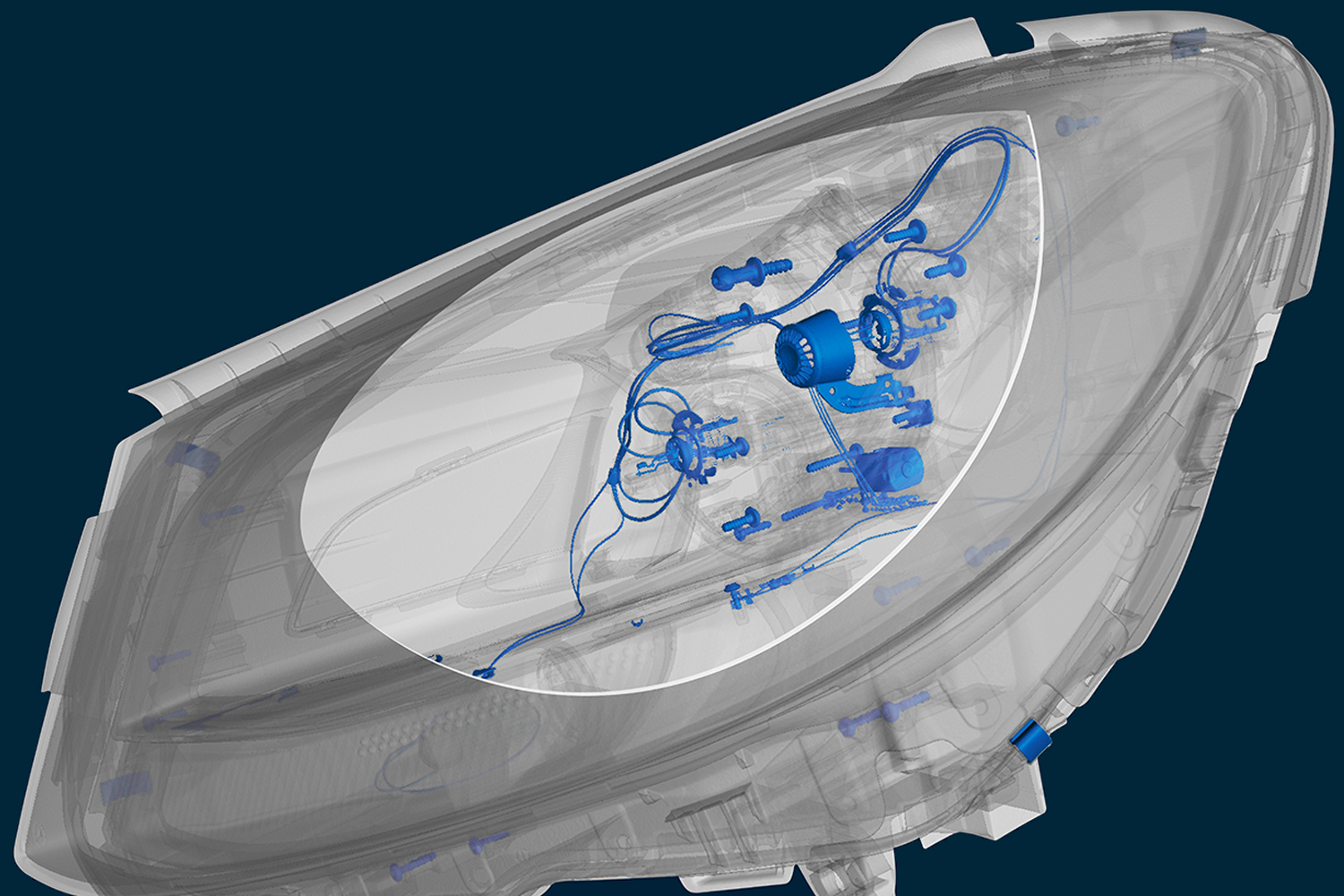
典型的旋转过程包括将树脂流体沉积到基材表面的点胶步骤、使流体变稀的高速旋转步骤以及从所得薄膜中消除多余溶剂的干燥步骤。两种常见的点胶方法是静态点胶和动态点胶。
静态点胶只是在基材中心或中心附近沉积一小滩液体。其范围为 1 至 10 cc,具体取决于流体的粘度和要涂层的基材的尺寸。更高的粘度和/或更大的基材通常需要更大的水坑,以确保在高速旋转步骤中完全覆盖基材。动态点胶是在基板低速转动时点胶的过程。在该过程的这一步骤中,通常使用大约 500 rpm 的速度。这服务于将流体分布在基材上,并且可以减少树脂材料的浪费,因为通常不需要沉积那么多的沉积物来润湿基材的整个表面。当流体或基材本身的润湿能力较差并且可以消除可能形成的空隙时,这是一种特别有利的方法。
在点胶步骤之后,通常会加速到相对较高的速度,以将流体稀释至接近其最终所需的厚度。此步骤的典型旋转速度范围为 1500-6000 rpm,具体取决于流体和基材的特性。此步骤可能需要 10 秒到几分钟的时间。为此步骤选择的旋转速度和时间的组合通常将决定最终的薄膜厚度。一般来说,更高的旋转速度和更长的旋转时间会产生更薄的薄膜。
有时在高速旋转步骤之后添加单独的干燥步骤,以进一步干燥薄膜而不使其大幅变薄。这对于厚膜来说是有利的,因为在处理之前可能需要较长的干燥时间来增加薄膜的物理稳定性。如果没有干燥步骤,在处理过程中可能会出现问题,例如从旋转碗中取出基材时从基材的侧面倒出。适度的旋转速度将有助于干燥薄膜,而不会显着改变薄膜厚度。
旋转速度
旋转速度是旋转涂层中最重要的因素之一。速度(rpm)影响施加在树脂上的离心力程度及其正上方空气的湍流。此阶段相对较小的速度变化可能会导致较大的厚度变化。薄膜厚度主要是将流体树脂剪切到基材边缘所施加的力与树脂的干燥速率之间的平衡。作为
树脂干燥,粘度增加,直到旋转过程的径向力无法再将树脂移动到表面上。此时,薄膜厚度不会随着旋转时间的增加而显着减少。安赛斯匀胶机系统®指定在所有速度下可重复至 ±0.2 rpm 以内。

加速度
除了旋转速度外,加速度也会影响涂层性能。由于树脂在旋转周期的第一部分开始干燥,因此准确控制加速度非常重要。在某些工艺中,树脂中 50% 的溶剂会在工艺的最初几秒钟内因蒸发而损失。

加速度在基材的涂层特性中也起着重要作用。在许多情况下,基材将保留先前工艺的地形特征;因此,这很重要,均匀地涂覆树脂在这些特征上和穿过这些特征。虽然自旋过程通常为树脂提供径向(向外)力,但加速度有助于树脂在形貌周围分散,否则可能会将基材的一部分从流体中遮挡出来。安赛斯匀胶机可编程,最大加速度为 30,000 rpm/秒(空载)。
排烟
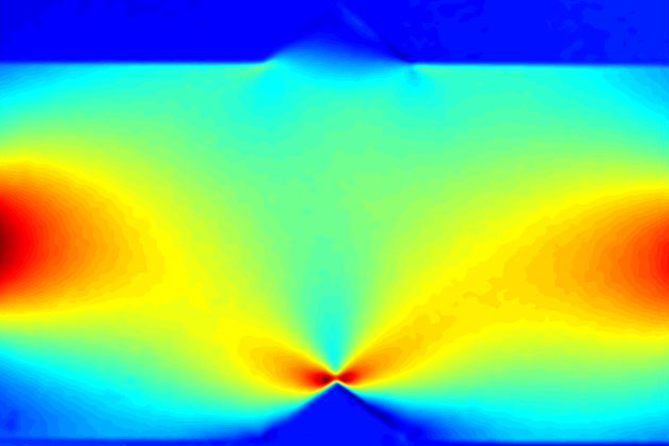
树脂的干燥速率由流体的特性以及旋转过程中基材周围的空气决定。众所周知,空气温度和湿度等因素在决定涂层薄膜性能方面起着重要作用。在旋转过程中,将基材本身上方的气流和相关湍流最小化或至少保持恒定也非常重要。
所有安赛斯匀胶机均采用“封闭式内腔”设计。虽然实际上不是一个密封的环境,但排气盖在旋转过程中只允许最小的排气。与位于旋转卡盘下方的底部排气口相结合,排气盖成为系统的一部分,以最大限度地减少不必要的随机湍流。

该系统的显着优点是流体树脂干燥缓慢。较慢的干燥速度具有增加基材薄膜厚度均匀性的优势。在旋转过程中,流体在向基板边缘移动时变干。这可能导致径向厚度不均匀,因为流体粘度随着距基材中心的距离而变化。通过减慢干燥速度,可以使整个基材的粘度保持更恒定。

干燥速率和最终薄膜厚度也受到环境湿度的影响。仅几%的相对湿度变化就会导致薄膜厚度发生很大变化。通过在封闭的碗中旋转,树脂本身中溶剂的蒸气被保留在碗环境中,并且往往会掩盖湿度变化很小。在旋转过程结束时,当掀开盖子以去除基材时,保持完全排气以容纳和去除溶剂蒸气。
这种“封闭碗”设计的另一个优点是降低了对旋转基板周围气流变化的敏感性。例如,在典型的洁净室中,空气以每分钟约 100 英尺(30 米/分钟)的速度持续向动。多种因素会影响这种气流的局部特性。湍流和涡流是这种高度气流的常见结果。环境性质的微小变化会对向下的空气流动造成剧烈变化。通过用光滑的盖子表面关闭碗,可以消除旋转过程中因操作员和其他设备在场而引起的变化和湍流。
工艺趋势图
这些图表表示各种工艺参数的总体趋势。对于大多数树脂材料,最终薄膜厚度将与旋转速度和旋转时间成反比。最终厚度也将与排气量成正比,但如果排气流量过高,均匀性会受到影响,因为湍流会导致薄膜在旋转过程中不均匀干燥。




旋涂工艺故障排除
如前所述,影响涂层工艺的几个主要因素。其中包括旋转速度、加速度、旋转时间和排气。不同树脂材料和基材的工艺参数差异很大,因此旋涂加工没有固定的规则,只有一般准则。以下是针对特定流程问题需要考虑的问题列表。
薄膜太薄
旋转速度过高------------选择较低速度
旋转时间过长------------减少高速步进时间
树脂材料选择不当--------联系树脂制造商
薄膜太厚
旋转速度太低----------选择更高的速度
旋转时间太短----------增加高速步进时间
树脂材料选择不当------联系树脂制造商
可重复性差
旋转速度太低----------选择更高的速度
旋转时间太短----------增加高速步进时间
树脂材料选择不当-------联系树脂制造商
薄膜质量差
旋转速度太低----------选择更高的速度
旋转时间太短----------增加高速步进时间
树脂材料选择不当------联系树脂制造商
如果您有旋涂工艺相关的问题,可咨询安赛斯工作人员,400 8816 976
服务热线: 400 8816 976
北京市海淀区东北旺西路58号尚科办公中心一层B117
B117, 1st Floor, Shangke, No.58 Road, Haidian District,Beijing, China.






Copyright 2025 安賽斯(中国)有限公司 京ICP备12040094号-6


