

中文
搜索
中文
搜索

解决方案
如何选择最大旋转速度和加速度?
前言
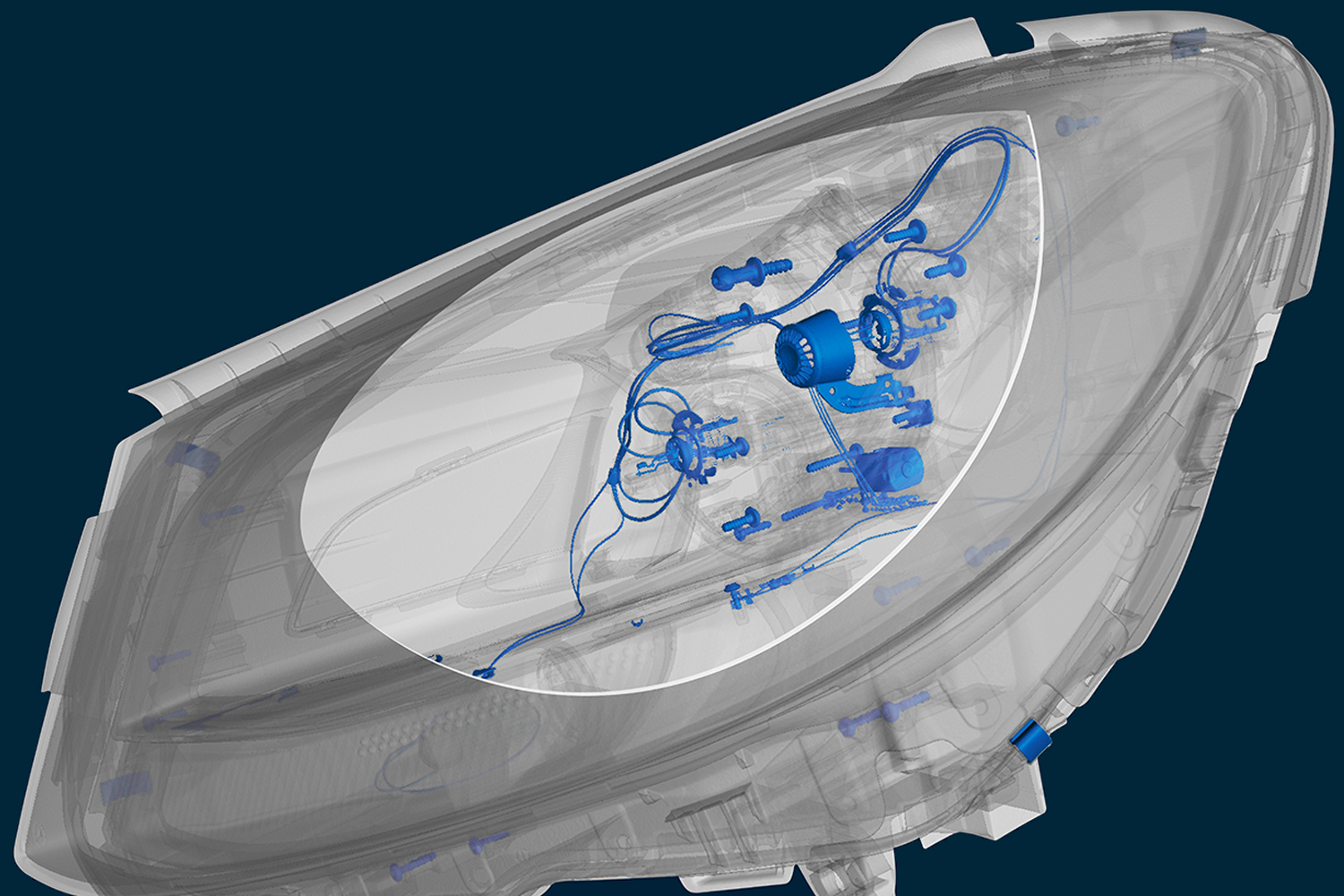
在旋涂中,旋转基板的速度和加速度会影响薄膜的厚度和质量。基板的转速影响离心力和空气湍流,而其加速度则影响薄膜的性能。初始旋转周期至关重要,因为树脂干燥很快,并且高达50%的基础溶剂可以在最初的几秒钟内蒸发。首选快速“snap”工艺,以均匀铺开材料并克服表面张力。随后的干燥步骤较慢或立即停止。
选择最大旋转速度和加速度
速度和加速度是决定薄膜厚度的关键因素。基材的转速控制施加在树脂上的离心力大小及其上方空气的湍流。基板到最终旋转速度的加速也会极大地影响薄膜的性能。由于树脂在旋转周期的初始部分开始干燥,因此将加速度控制到所需的设定点非常重要。在许多情况下,树脂中高达 50% 的基础溶剂会在点胶和浇注步骤的最初几秒钟内因蒸发而损失。因此,优选利用“snap”工艺技术在不到 1 秒的时间内将材料从中心积极浇注到半径边缘。这种激进的斜坡速率将材料推向基板边缘,最大限度地减少不均匀蒸发,并克服表面张力以提高均匀性。高速、高加速度的浇注步骤之后是速度慢得多的干燥步骤和/或立即停止到 0 rpm。
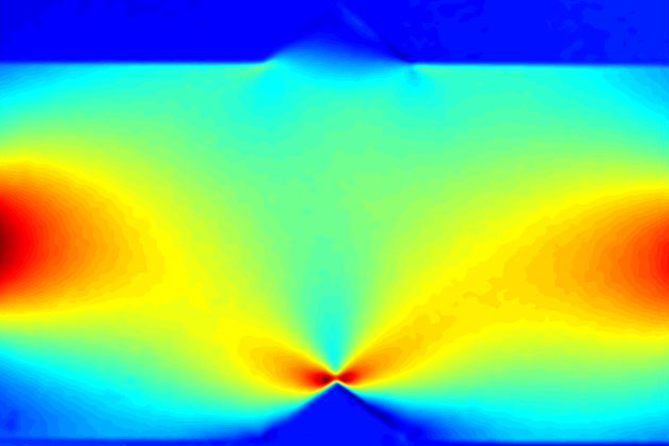
然而,由于产生过度的湍流,过高的速度和加速度会对涂层均匀性产生不利影响。这种湍流随着较大的基板而放大,因为外缘的速度随着直径的增加而增加。这种现象通常以雷诺数 Re 为特征,并对旋转晶圆使用以下公式:
Re=ωr2/v,这里:
湍流阈值极限是雷诺数的平方根。对于旋转晶圆,湍流阈值极限为 549.58。因此,任何大于 550 的值都被认为过于湍流而无法实现均匀的薄膜厚度。下表反映了基于该理论的标准直径基板的最大速度。
基板直径 最大速度
服务热线: 400 8816 976
北京市海淀区东北旺西路58号尚科办公中心一层B117
B117, 1st Floor, Shangke, No.58 Road, Haidian District,Beijing, China.






Copyright 2025 安賽斯(中国)有限公司 京ICP备12040094号-6


