

中文
搜索
中文
搜索

新闻中心
焊接水冷板的用途、常见缺陷及超声检测方法

焊接微通道水冷板是通过精密焊接将带有微小流道(通常直径 / 宽度<1mm)的芯体与盖板封装而成的高效散热元件,其制造工艺围绕 “微流道加工” 和 “精密焊接” 两大核心,用途聚焦高功率密度散热场景,优势在于极致的热交换效率。

微通道水冷板
一、主要制造工艺
相较于常规水冷板,其制造难点在于微流道的高精度加工和无缺陷焊接,流程更复杂且对精度要求更高。
1. 微流道芯体加工
微流道的结构和精度直接决定散热性能,是制造的基础。
基材选择:优先选用高导热、易加工的金属,主流为铝合金(如 6063、1050,导热系数约 160-200 W/(m?K)),部分高端场景(如军工)使用铜合金(导热系数约 400 W/(m?K))。
流道加工方式:
精密铣削:通过高精度 CNC 铣床在基材上铣出平行或阵列式微沟槽,适用于宽 0.2-1mm、深 0.5-2mm 的流道,加工灵活但效率较低,适合小批量定制。
光刻 - 蚀刻(化学腐蚀):借鉴 PCB 制造工艺,通过光刻定义流道图案,再用化学溶液(如三氯化铁)腐蚀出微流道,可加工<0.1mm 的超细流道,适合大批量、复杂流道(如蛇形、分叉形)的制造。
扩散焊 / 键合:将多片刻有浅槽的薄片通过高温高压扩散焊(或真空钎焊)叠合,形成多层立体微流道,可实现 3D 流道结构,进一步提升散热均匀性。
2. 精密焊接封装
焊接需保证微流道不被堵塞、无泄漏,对焊接工艺的 “低变形” 和 “高密封性” 要求极高。
主流焊接方法:
真空钎焊:在真空环境下,通过钎料(如铝硅钎料)的熔化填充焊缝,焊接温度低于基材熔点,变形小,适合复杂微流道的整体封装,是量产的主流工艺。
激光焊接:利用高能量密度激光束实现局部熔焊,热影响区极小(<0.1mm),可精准控制焊缝宽度,避免微流道堵塞,适用于盖板与芯体的封边焊接。
搅拌摩擦焊(FSW):通过搅拌头的机械摩擦生热使材料塑性流动焊接,无熔化过程,焊缝无气孔、裂纹,但对微流道的深度和间距有一定限制,适合较厚芯体的焊接。
后处理工艺:焊接后需进行高压气密性检测(通常压力>1MPa)、超纯水清洗(去除焊渣和杂质,防止微流道堵塞),部分产品需进行阳极氧化处理以提升耐腐蚀性。
二、焊接微通道水冷板的主要用途:
其用途高度集中在“高功率密度 + 小空间” 的散热需求场景,常规水冷板无法满足的极致散热需求是其核心应用领域。
电子芯片与半导体:
为 CPU、GPU、FPGA 等高性能芯片散热,尤其在 AI 服务器、超级计算机中,单芯片功率突破 300W,微通道水冷可将热流密度控制在 1000 W/cm? 以上,远高于风冷(<100 W/cm?)。
半导体制造设备(如刻蚀机、光刻机)的射频模块、激光二极管散热,保障设备加工精度和稳定性。

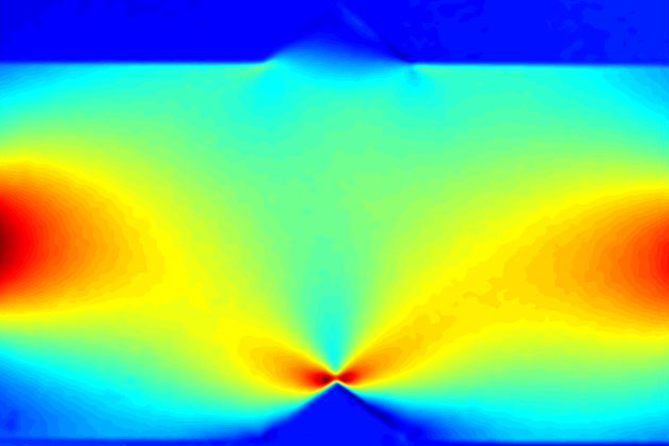
微通道水冷板散热效果模拟
新能源与电力电子:
新能源汽车的SiC(碳化硅)模块散热,SiC 模块功率密度是传统 IGBT 的 2-3 倍,微通道水冷可有效解决其局部过热问题,提升整车续航和可靠性。
固态电池、氢燃料电池的堆芯散热,需在极小空间内实现均匀散热,避免温度梯度影响电池寿命。

新能源电池上的水冷板散热结构
军工与航空航天:
雷达收发组件(T/R 模块)、导弹制导系统的电子元件散热,在狭小的武器舱内实现高效热管理,保障极端环境下的设备性能。
卫星、航天器的载荷设备散热,太空真空环境无法对流散热,微通道水冷结合辐射散热器是核心解决方案。
三、焊接微通道水冷板的优势性能:
焊接微通道水冷板的优势源于 “微流道” 结构带来的热交换效率提升,同时兼顾了体积和适应性,具体可概括为三点。
散热效率极致:微流道的细小尺寸使冷却液(如水、乙二醇溶液)与壁面的接触面积大幅增加,同时流道内流体呈湍流状态(雷诺数高),热交换系数可达 10000-50000 W/(m??K),是常规水冷板的 3-5 倍,能快速带走高密度热量。
体积小、重量轻:在相同散热功率下,微通道结构的散热面积更大,因此水冷板的整体体积可缩小 30%-50%,重量减轻 20%-40%,尤其适合手机、无人机等对空间和重量敏感的便携设备。
散热均匀性好:可通过设计复杂的微流道布局(如并联、蛇形、分叉形),使冷却液在板内均匀分布,将整个水冷板的表面温度差控制在 ±2℃以内,避免局部过热导致的设备老化或失效。
四、 水冷板的主要缺陷
焊接微通道水冷板的是通过精密加工和焊接制造而成,因此缺陷主要集中在微流道加工误差和精密焊接缺陷两大类,其产生与加工精度、焊接工艺控制直接相关,危害可能导致散热失效甚至设备损坏。
微通道的 “微小尺寸”(流道<1mm)和 “精密焊接” 特性,使其缺陷更隐蔽、危害更直接,具体可分为加工类和焊接类。
|
缺陷类别 |
具体缺陷类型 |
产生原因 |
主要危害 |
|
加工类缺陷 |
微流道尺寸偏差 |
1. 铣削时 CNC 刀具磨损、振动导致流道宽度 / 深度超差; 2. 蚀刻时光刻胶曝光不均、腐蚀时间控制不当。 |
1. 流道过窄导致阻力增大,流量不足,散热效率下降; 2. 流道过宽导致局部流速降低,出现热点。 |
|
流道堵塞 / 残留杂质 |
1. 加工后清洗不彻底,残留切屑、光刻胶或腐蚀产物; 2. 基材本身存在杂质或气孔。 |
1. 直接阻断冷却液流通,导致局部过热,烧毁芯片; 2. 杂质脱落可能堵塞下游管路,影响整个散热系统。 |
|
|
芯体变形 |
1. 加工过程中(如铣削、蚀刻)热应力不均; 2. 多层叠合时定位偏差或压力不均。 |
1. 后续焊接时盖板与芯体贴合不严,导致未焊透; 2. 流道截面变形,影响流体分布均匀性。 |
|
|
焊接类缺陷 |
微气孔 / 微裂纹 |
1. 焊接(如激光焊、钎焊)时保护气体不纯、湿度高; 2. 焊接参数不当(如激光功率过高 / 过低),导致热应力集中。 |
1. 微气孔可能缓慢渗漏冷却液,引发短路; 2. 微裂纹在压力循环下扩展,导致突发性泄漏。 |
|
未焊透 / 未熔合 |
1. 焊接能量不足(如激光焦点偏移、钎焊温度不够); 2. 芯体与盖板贴合面有杂质或氧化层。 |
1. 直接形成微小缝隙,导致冷却液渗漏; 2. 破坏流道密封性,影响散热系统压力稳定性。 |
|
|
焊瘤 / 焊渣堵塞流道 |
1. 焊接时熔池金属溢出,流入微流道; 2. 钎焊时钎料用量过多或流动失控。 |
1. 堵塞微流道,导致局部散热失效; 2. 改变流道内流体流向,产生涡流和压力损失。 |
|
|
热影响区性能劣化 |
1. 焊接温度过高,导致热影响区晶粒粗大; 2. 铝合金焊接后出现软化区。 |
1. 热影响区导热系数下降,形成局部热阻; 2. 力学性能降低,长期使用易出现应力腐蚀开裂。 |
五、缺陷检测方法
需结合缺陷类型和微尺度特点,采用 “外观→尺寸→密封性→内部” 的递进式检测流程,常规方法与微尺度专用方法结合。
1. 外观与尺寸检测
2. 密封性与流通性检测
3. 内部缺陷无损检测(NDT)
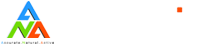
六、水浸超声在缺陷检测中的应用
水浸超声因耦合稳定、检测范围广、分辨率高,成为焊接微通道水冷板内部缺陷检测的首选方法,尤其适合微尺度缺陷的定位和定量。

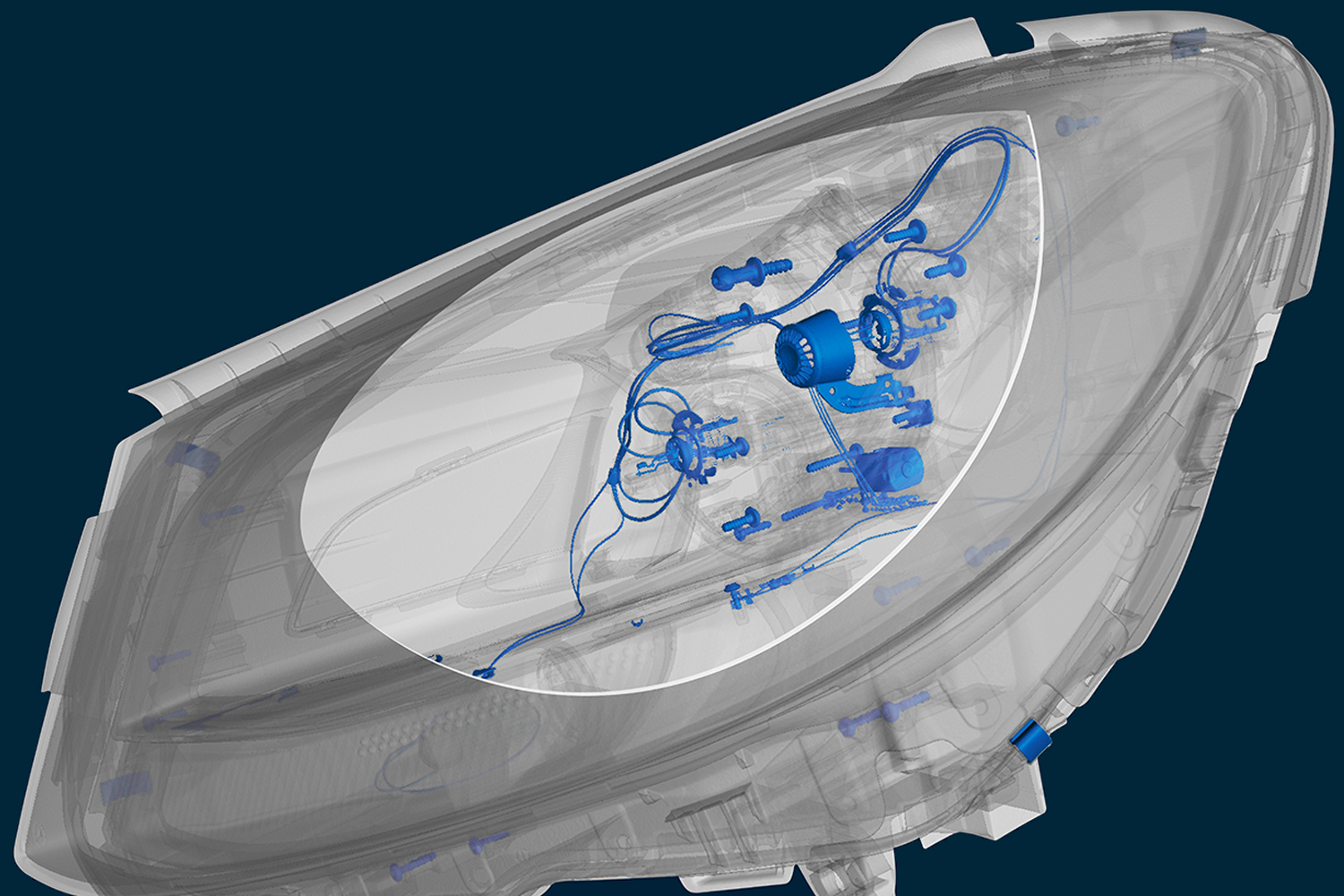
安赛斯水浸超声C扫描系统
1. 应用原理
水浸超声通过水作为耦合介质,将超声波探头发出的声波均匀传递到水冷板表面,声波在不同介质界面(如基材与缺陷、焊缝与芯体)发生反射和折射,探头接收反射信号后,通过信号处理生成缺陷图像,实现缺陷的位置、大小和性质判断。
2. 核心优势(针对微通道特点)
3. 典型检测场景
安赛斯水浸超声C扫描系统,是新一代数字化、模块化、PCIE总线结构的超声探伤及A/B/C扫描成像系统。具有高速、高精度、高清晰图像分辨率及大频宽等特性。主要用于高分子材料、飞机用纤维复合材料、金属构件、焊接水冷板、高纯靶材等的内部分层、脱粘、夹杂、空洞、孔洞等缺陷的无损检测和评价。可用于实验室研究,又可用于生产过程的质量检验及零部件探伤。
源自美国的优秀超声波检测系统,核心板卡采用PCIE总线结构的超声信号激发与AD模数转换卡一体卡,具有高精度、高性能,可达32MHz带宽,14位精度,250M采样率,具有位置编码器的多轴(4-8轴)运动控制及功率放大器,由高性能数控电机驱动的多轴、多自由度水槽或桁架式扫查系统。工业级计算机系统及功能齐全的集多维轮廓与曲面跟踪扫查、探伤、服务热线: 400 8816 976
北京市海淀区东北旺西路58号尚科办公中心一层B117
B117, 1st Floor, Shangke, No.58 Road, Haidian District,Beijing, China.






Copyright 2025 安賽斯(中国)有限公司 京ICP备12040094号-6


