

中文
搜索
中文
搜索

新闻中心
光刻胶旋涂总是失败?这 5 个错误一定要避开
做半导体光刻、微纳加工实验的朋友,大概率都被光刻胶旋涂搞崩溃过——要么膜厚不均、边缘堆积,要么出现针孔、气泡,甚至光刻后图形模糊,反复试错却找不到问题根源。
其实90%的旋涂失败,都不是匀胶机本身的问题,而是操作中踩了一些容易被忽视的小错误。今天就拆解5个最常见的错误,每个都附原因+实操解决办法,帮你少走弯路、一次旋涂成功。
这是最基础也最容易踩坑的错误。很多人图省事,直接将光刻胶滴在未彻底清洁的基片上,表面残留的灰尘、油污或水分,会导致光刻胶无法均匀附着,出现缩边、针孔等问题。
解决办法:基片先用丙酮+异丙醇超声清洗各5分钟,再用氮气枪吹干,最后放在120℃烘箱中烘烤10-15分钟,彻底去除水分和残留杂质,冷却至室温后再进行旋涂。
光刻胶通常冷藏保存,直接从冰箱取出就使用,低温会导致粘度偏高,滴涂后无法均匀铺展,高速旋转时还会出现“甩胶不均”,同一基片不同区域膜厚偏差大。
解决办法:光刻胶从冰箱取出后,放在室温下回温30-60分钟,让其粘度恢复至室温标准;回温后轻轻摇晃试剂瓶,确保胶液均匀,避免沉淀影响旋涂效果。
滴胶量是旋涂成功的关键,很多人凭感觉滴胶:滴太少,高速旋转后无法完全覆盖基片,出现漏涂;滴太多,不仅浪费光刻胶,还会导致边缘堆积严重,后续光刻易出现溢胶。
解决办法:根据基片尺寸精准控制滴胶量——4英寸基片滴2-3滴(约0.1-0.2ml),6英寸基片滴3-4滴(约0.2-0.3ml);建议采用动态滴胶(基片低速旋转时滴胶),减少胶液浪费,提升铺展均匀性。
很多人误以为“转速越高,膜越薄就越均匀”,盲目调高转速,反而导致胶液被过度甩出,出现薄膜过薄、甚至无法形成连续膜层;加速度设置过高,会导致基片惯性过大,出现飞片或膜厚波纹。
解决办法:根据光刻胶粘度和目标膜厚设置转速——低粘度胶液选2000-4000rpm,高粘度胶液选1000-2000rpm;加速度控制在1000-3000rpm/s,启动时先低速(500-1000rpm)铺展3-5秒,再切换高速成膜。
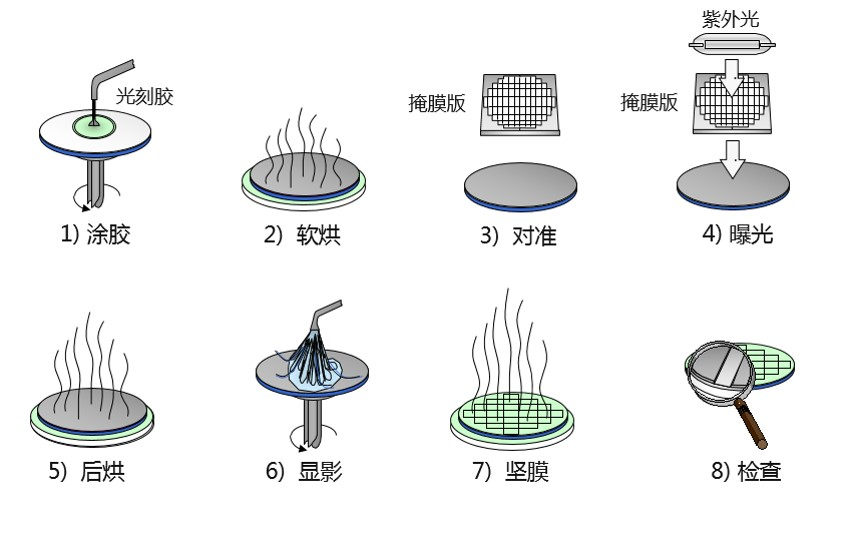
旋涂后直接进行光刻,是很多新手的通病。光刻胶中的溶剂未彻底挥发,会导致光刻时胶膜易变形、图形模糊,甚至出现显影不全的问题,相当于前面的操作全白费。
解决办法:旋涂后必须进行软烘,将基片放在热板上,80-100℃烘烤30-60秒,彻底去除胶膜中的溶剂,增强胶膜与基片的附着力;软烘温度不宜过高,否则会导致光刻胶提前固化,影响后续显影。
总结:光刻胶旋涂失败,本质上都是“细节把控不到位”。避开这5个错误,做好基片清洁、胶液回温、滴胶量控制、转速调节和软烘步骤,再配合一台适配的匀胶机,就能稳定做出均匀的光刻胶膜。如果还是反复失败,大概率是匀胶机参数与光刻胶、基片不匹配,可把你的基片尺寸、光刻胶型号和目标膜厚发我,帮你免费调试参数、推荐适配机型。

HC160SE 6英寸可编程匀胶机
HC160SE 6英寸可编程匀胶机,采用耐腐蚀HDPE内腔,4.3英寸彩色触屏和高级PLC控制,最高转速12000rpm,转速精度1rpm,转速稳定性<1rpm,可编程100组,每组10步,开盖子安全互锁,带真空安全检测,紧凑设计,带防堵胶装置,带排废接口,方便清洁;带1路自动点胶接口,可升级自动点胶。可以设置密码管理,可调节水平的地脚。内腔尺寸?220mm,适合?5-160mm(6英寸)晶元旋涂,结构紧凑,也适合放在手套箱内使用。
服务热线: 400 8816 976
北京市海淀区东北旺西路58号尚科办公中心一层B117
B117, 1st Floor, Shangke, No.58 Road, Haidian District,Beijing, China.






Copyright 2025 安賽斯(中国)有限公司 京ICP备12040094号-6


