工业超声探伤专业术语,能帮你更精准地理解和应用工业超声探伤技术。工业超声探伤术语围绕 “声波传播 - 信号处理 - 缺陷判定 - 设备操作” 四大核心环节展开,以下是按功能分类的常用术语及解释。
一、基础与声波特性类
这类术语是理解超声探伤原理的核心,描述超声波的产生、传播及基本属性。

-
超声波:频率高于 20kHz 的机械波,工业探伤常用频率范围为 0.5-15MHz,因能量集中、穿透性强,适合材料内部缺陷检测。
-
纵波(Longitudinal Wave):介质质点振动方向与波传播方向平行的超声波,可在固体、液体、气体中传播,是工业探伤中最常用的波型。
-
横波(Shear Wave):介质质点振动方向与波传播方向垂直的超声波,仅能在固体中传播,常用于检测焊缝、管材等的横向缺陷。
-
波速(Wave Velocity):超声波在介质中传播的速度,与介质的密度、弹性模量相关,不同材料(如钢、铝、塑料)的波速固定,是缺陷定位的关键参数。
-
波长(Wavelength):超声波在一个振动周期内传播的距离,计算公式为 “波长 = 波速 / 频率”,波长越小,检测分辨率越高。
-
声阻抗(Acoustic Impedance):介质密度与波速的乘积(Z=ρv),是决定声波反射、透射的核心指标,两种介质声阻抗差异越大,界面反射波越强。
二、设备与探头类

这类术语对应探伤设备的核心组件,直接影响检测精度和范围。
-
超声探头(Ultrasonic Probe):将电能转换为超声波(发射)、再将超声波转换为电能(接收)的部件,是探伤系统的 “眼睛”。
-
直探头(Normal Probe):主要发射和接收纵波,探头轴线与被检工件表面垂直,适合检测板材、锻件等内部的体积型缺陷(如气孔、夹杂)。
-
斜探头(Angle Probe):通过楔块使超声波倾斜入射工件,产生横波,常用于焊缝、管材探伤,可检测与表面成一定角度的缺陷(如裂纹)。
-
双晶探头(Dual-Crystal Probe):由两个独立晶片组成(一个发射、一个接收),聚焦性能好,盲区小,适合检测材料近表面缺陷(如表面下裂纹)。
-
探头频率(Probe Frequency):探头发射超声波的频率,高频(如 5-15MHz)适合检测小缺陷、薄材料,低频(如 0.5-2MHz)适合厚材料、大缺陷检测。
-
超声探伤仪(Ultrasonic Flaw Detector):控制探头发射 / 接收信号、处理数据并显示结果的设备,分为模拟式和数字式,目前主流为数字式,可存储、分析检测数据。
三、检测信号与成像类
这类术语描述探伤过程中获取的信号及成像形式,是缺陷判定的依据。
-
A 扫描(A-Scan):超声探伤最基础的显示方式,横坐标代表声波传播时间(对应工件深度),纵坐标代表反射波幅度,通过波形位置判断缺陷深度,幅度判断缺陷大小。
-
B 扫描(B-Scan):将探头移动轨迹作为横坐标,声波传播时间(深度)作为纵坐标,反射波幅度转换为亮度或颜色,形成工件的纵切面图像,可直观显示缺陷的深度分布。
-
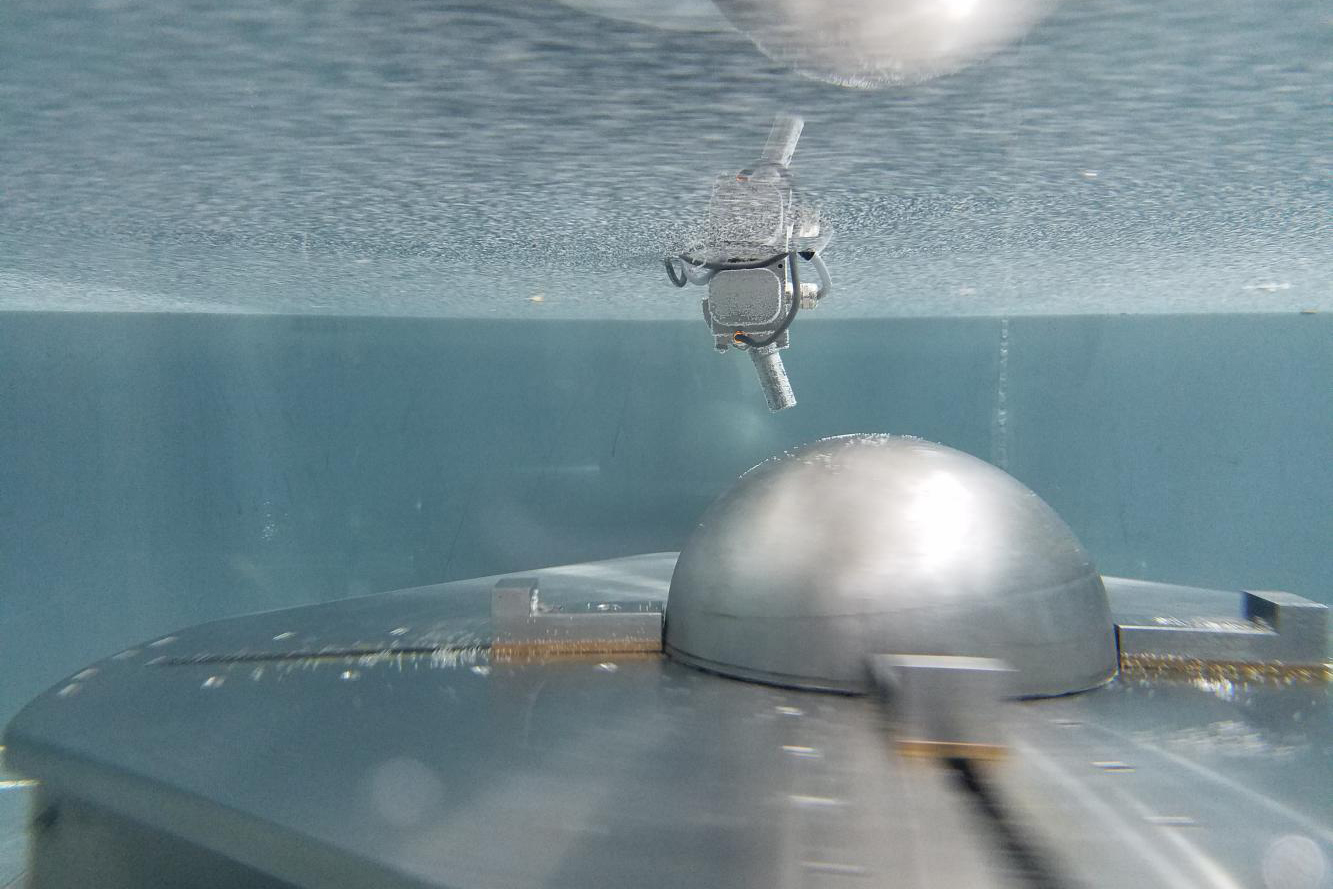
C 扫描(C-Scan):以探头在工件表面的二维坐标(X、Y 轴)为横轴,反射波幅度或缺陷当量为纵轴,形成工件的横截面图像,能精准显示缺陷的平面位置和形状(如缺陷的面积、轮廓)。
-
底面回波(Back Surface Echo):超声波穿透工件后,从工件底面反射回探头的信号,若无缺陷,底面回波稳定;若存在缺陷,缺陷回波会先于底面回波出现,且可能削弱底面回波幅度。
-
缺陷回波(Flaw Echo):超声波遇到缺陷(如裂纹、气孔)时反射回探头的信号,正常情况下,缺陷回波的位置、幅度、波形是判定缺陷的关键依据。
-
杂波(Clutter):除缺陷回波、底面回波外的其他无用信号,可能由工件表面粗糙、材质不均匀、探头耦合不良等引起,会干扰缺陷判定,需通过调整参数抑制。

四、缺陷与判定类
这类术语用于描述缺陷的性质、大小及判定标准,是探伤结果的核心输出。
-
缺陷当量(Flaw Equivalent Size):用标准反射体(如平底孔、横孔)的尺寸来表示缺陷大小的方法,例如 “Φ2mm 平底孔当量缺陷”,表示该缺陷的反射波幅度与 Φ2mm 平底孔的反射波幅度相当。
-
缺陷定位(Flaw Location):通过超声波传播时间计算缺陷在工件中的位置,包括深度(垂直方向)、水平距离(平行于表面方向),公式为 “缺陷深度 = 波速 × 传播时间 / 2”(直探头检测时)。
-
体积型缺陷(Volumetric Flaw):具有一定体积的缺陷,如气孔、夹杂、疏松等,超声检测中表现为离散的、幅度较高的缺陷回波。
-
面积型缺陷(Area Flaw):呈面状分布的缺陷,如裂纹、分层、未熔合等,超声检测中表现为连续的、延伸性好的缺陷回波,对工件强度影响更大。
-
盲区(Dead Zone):探头近场范围内无法准确检测缺陷的区域,因近场声波干涉严重,无法区分缺陷回波与发射脉冲,双晶探头可减小盲区。
-
灵敏度(Sensitivity):超声探伤仪检测最小缺陷的能力,灵敏度越高,能检测到的缺陷越小,可通过调整增益、探头频率等参数提升。

五、操作与工艺类
这类术语对应探伤操作的流程和技术要求,直接影响检测结果的准确性。
-
耦合剂(Couplant):填充在探头与工件表面之间的介质(如机油、甘油、专用耦合剂),用于排除空气,使超声波有效传入工件,若耦合不良会导致信号减弱或丢失。
-
校准(Calibration):使用标准试块(如 CSK-IA 试块)调整探伤仪和探头参数的过程,目的是确定波速、校准灵敏度、修正探头延迟,确保检测结果准确。
-
扫查(Scanning):探头在工件表面按一定路径移动的操作,需保证扫查覆盖工件整个检测区域,常用扫查方式有直线扫查、格子扫查、环绕扫查(管材)。
-
标准试块(Standard Test Block):具有已知尺寸、缺陷(或反射面)的工件,用于校准设备、验证检测方法,如中国的 CSK 系列试块、国际的 IIW 试块。
-
耦合损耗(Coupling Loss):超声波通过耦合剂时的能量损失,与耦合剂种类、工件表面粗糙度相关,表面越粗糙,耦合损耗越大。
更多关于超声C扫描相关技术,可联系安赛斯超声实验室咨询,400 8816 976